Préconisations
La longévité de votre outil dépend du soin que vous lui apportez.
Un affûtage fréquent prolongera la durée de vie de votre outil, réduira le tonnage dont vous avez besoin et produira des trous de meilleure qualité. Les outils non affûtés ou tardivement nécessitent une pression supplémentaire exercée sur les parties coupantes. Celles-ci se détérioreront de plus en plus rapidement. La qualité de la coupe sera également affectée avec l’apparition de bavures importantes et une attaque de coupe moins franche.
Par conséquent, un affûtage fréquent est le moyen le plus économique pour l’obtention d’un résultat de qualité.
Un mauvais réglage de votre presse ou un corps étranger se trouvant dans l’outillage peut engendrer une détérioration complète de votre outil et des dommages importants de votre machine.
Pour optimiser les performances de votre outillage SUPRA, nous vous recommandons les procédures de maintenance suivantes
- Régler votre point mort bas de votre presse (Hauteur Outil Fermé : HOF). Celui-ci ne doit en aucun cas être inférieur à l’HOF indiqué par l’unité SUPRA ou sur la plaque d’identification de l’outil. Un mauvais réglage de votre presse peut entraîner la destruction totale et irrémédiable de votre outillage et avec un risque important d’occasionner des dommages sur la presse.
- La Hauteur Outil Fermé (HOF) doit être vérifiée périodiquement. Cette fréquence est fonction de la cadence et de la durée de frappe.
- Vérifier périodiquement la bonne fixation de tous les éléments de votre unité ou de votre outil. Une vis de fixation mal serrée risque de tomber dans l’outil. Lors de la fermeture de celui-ci sous presse, les dégâts pourront être très importants, voir la destruction totale de l’outillage.
- Maintenir votre unité ou votre outil propre.
- Graisser périodiquement tous les éléments mobiles de l’outil après un nettoyage complet et soigneux
- Remplacer les composants usés tels que les ressorts et les dispositifs de retenue, au besoin.
- Vérifier la hauteur des ressorts à l’état libre. Si cette hauteur est plus faible que leurs longueurs prévues, c’est un signe de fatigue et un risque de casse qui engendrera d’autres détériorations, changez les.
- Vérifier minutieusement l’état de vos poinçons et matrices de façon périodique (absence d’usure ou de défaut)
- Les poinçons et les matrices doivent être affûtés régulièrement. Une rectification de 1/10 des faces de coupe, sans attendre l’apparition d’un défaut, augmente la longévité de votre unité ou de votre outil. Pensez à compenser la hauteur rectifiée sur le poinçon et sur la matrice par la mise en place d’une cale d’affûtage compensatrice de cette hauteur prélevée.
- Après une opération d’affûtage, les poinçons et matrices qui ont été affûtés doivent être démagnétisés, nettoyés soigneusement et lubrifiés.
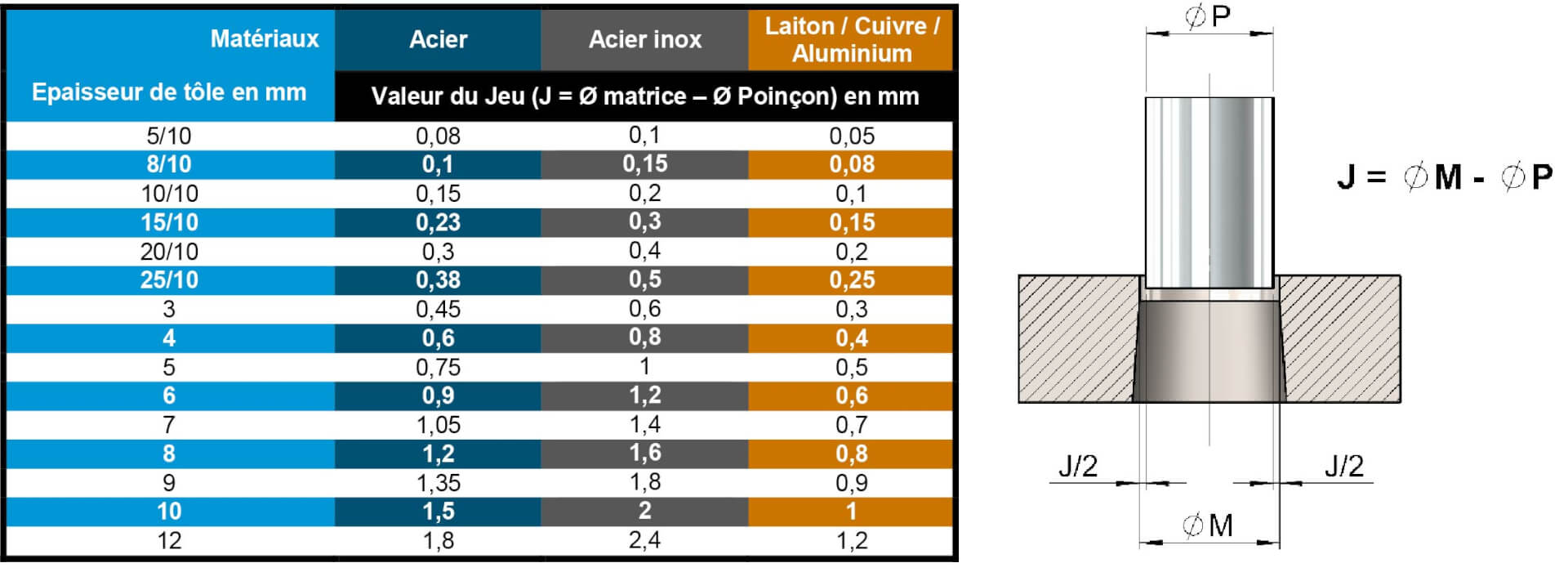
- Vérifier méticuleusement les jeux entre les poinçons et matrices. Les jeux sont adaptés à l’épaisseur et à la nuance de la matière. Un jeu trop important engendre automatiquement une mauvaise coupe et une bavure importante. Un jeu trop serré va occasionner une détérioration du poinçon prématurément par un émoussage de son arrête de coupe et l’apparition d’éclat. De même sur la matrice, l’arête de coupe s’émoussera rapidement et les pressions internes engendrées par l’opération de poinçonnage seront très importante avec le risque de l’éclater.
Jeux préconisés entre poinçon et matrice exprimés en mm au Ø :