Outils d’emboutissage
SUPRA Technologies, spécialisé dans l’outillage de presse, conçoit et réalise des outils d’emboutissage. Equipées des logiciels SOLIDWORKS et LOGOPRESS, les équipes de SUPRA Technologies étudient toutes vos demandes et besoins en outillages de presse.
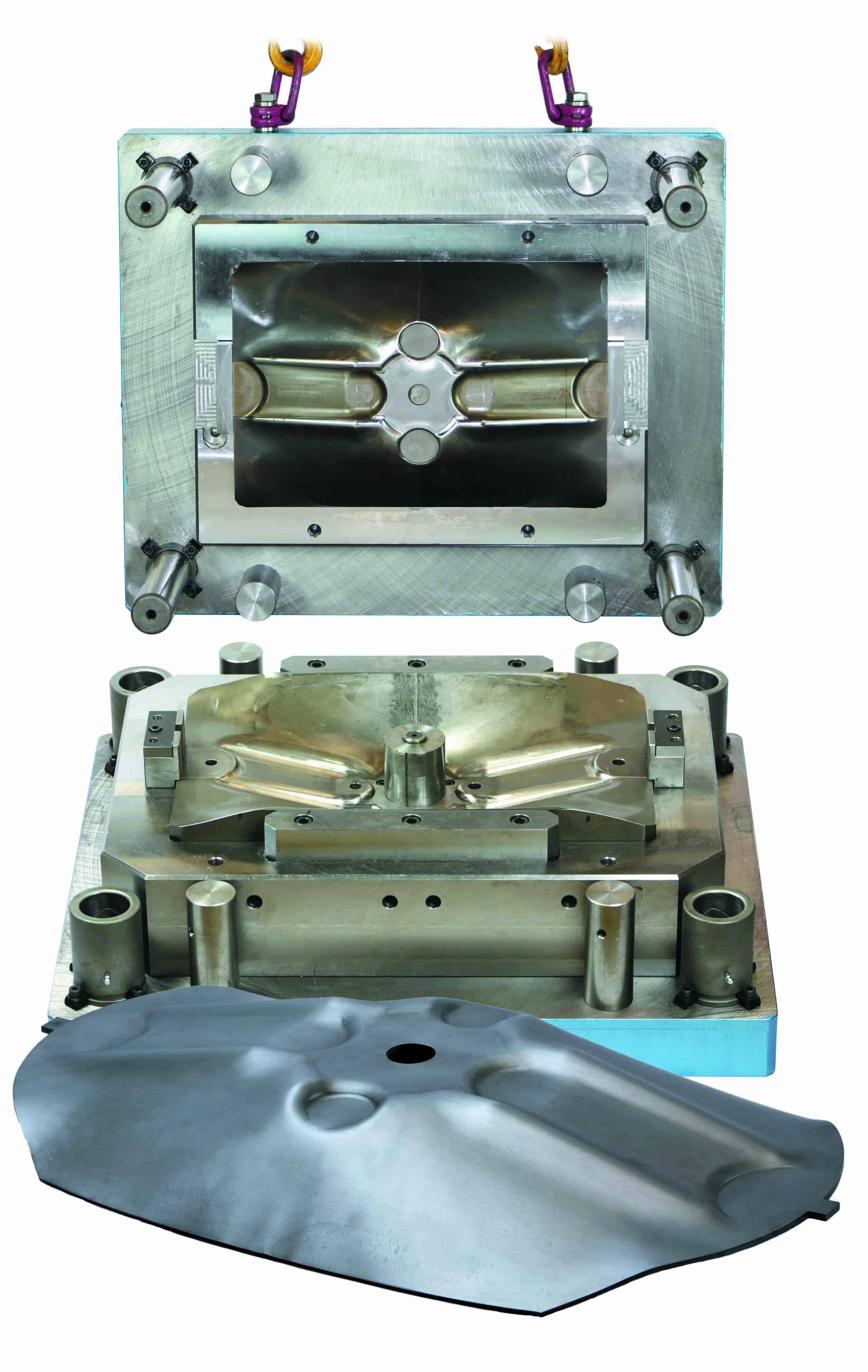
L’emboutissage
L’emboutissage est un procédé de formage mécanique de pièces non développables. La déformation plastique d’une surface de métal est entrainée par un poinçon dans une matrice consistant à allonger et rétreindre la matière. La transformation de la surface s’effectue par un déplacement moléculaire.
L’opération d’emboutissage produite en une seule opération est dite un emboutis peu profond. Lorsqu’elle nécessite plusieurs passes d’étirage, elle est dite emboutissage profond.
L’emboutissage provoque une déformation permanente du métal et nécessite des efforts très important modifiant profondément les caractéristiques de la matière. Le matériau voit ainsi sa résistance à la rupture et sa limite élastique augmenté alors que son allongement pourcent se réduit. Le métal devient écroui. Cette limite d’écrouissage est déterminante dans le nombre de passes d’emboutissage. Il peut s’avérer nécessaire de pratiquer un recuit entre deux passes.
L’obtention d’une pièce par emboutissage s’exerce à partir de flan prédécoupé ou à partir de bande. Le travail à partir de flans s’applique aux travaux unitaires, de petites séries. Utilisé également pour de grandes séries, il est réservé aux formats de grandes dimensions. Le travail à partir de bande est réalisé à partir d’outils à suivre ou progressifs. Il est réservé à la production de pièces en grande série.
Les outils d’emboutissage peuvent combiner des opérations telles que le poinçonnage et le détourage. Ils deviennent des outils composés.
Les pièces générées par ces outils peuvent être récupérées en leurs extrémités opposées à l’entrée matière, ou en dessous, appelé communément « le passage au travers ».
Les débouchures ou déchets dû aux opérations de poinçonnage et de découpe sont évacués par le dessous. Une sortie de chutes est à prendre en compte soit par le trou d’évacuation prévu au travers de la table de presse, soit par la mise en place de tasseaux entre le bloc inférieur de l’outil et la table de presse.