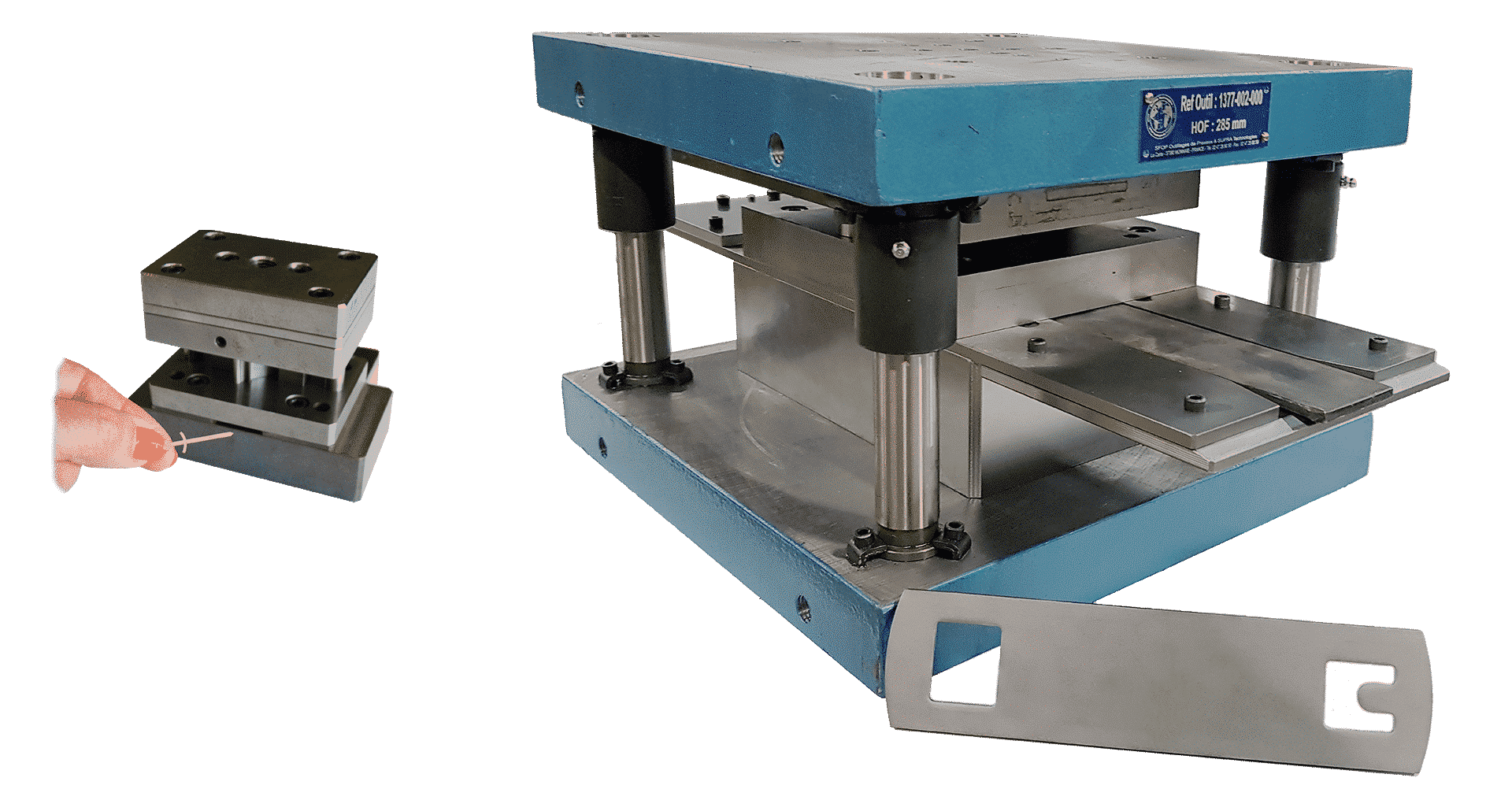
Stanzwerkzeug mit Gegenplatte
SUPRA Technologies entwickelt und baut Stanzwerkzeuge mit Gegenplatte. Es handelt sich hier um Werkzeuge mit fixiertem Abstreifer.
Diese Trenn- und Stanzwerkzeuge sind eine sehr wirtschaftliche Lösung für Klein-, Mittel- und Großserien.
Dank Jahrzehnte langer Erfahrung hat SUPRA Technologies großes handwerkliches Können im Werkzeugbau erlangt und ist in der Lage Werkzeuge für Bauteile ab einer Materialstärke von 5/100 zu entwickeln und zu bauen.
Stanzwerkzeug mit Gegenplatte
Bei Werkzeugen dieses Typs ist der Abstreifer wie erwähnt fixiert und führt permanent den Stempel.
Beim Stanzen oder Trennen von Blechen mit geringer Materialstärke ist keine Säulenführung notwendig, da das Spiel zwischen Stempel und Matrize sehr gering ist. Des Weiteren ist bei Stanzwerkzeugen mit Gegenplatte keine Säulenführung notwendig, wenn die Presse keinerlei Geometriefehler im Bereich des Stößels aufweist.
Bei größeren Materialstärken oder bei geringen Geometriefehlern der Presse empfiehlt es sich auch bei Stanzwerkzeugen mit Gegenplatte eine Säulenführung vorzusehen.
Ist das Werkzeug säulengeführt, kann es auch autonom also ohne mechanische Verbindung zum Stößel arbeiten. Das Werkzeug öffnet sich mit Hilfe von Stahl- oder Gasfedern. Diese Lösung spart Zeit bei der Installation des Werkzeuges unter der Presse.
Stanzwerkzeuge mit Gegenplatte sind in ihrer Funktion beschränkt auf Stanzen und mechanisches Beschneiden. Diese Funktionen können in mehreren Etappen kombiniert werden, so dass sich daraus Folge- und Verbundoperationen ergeben.
Da der Abstreifer mit der Matrize verbunden ist darf die Blechstärke die der Matrize nicht überschreiten. Alle Biege- und Umformvorgänge sind daher nicht möglich. Die Werkzeugarchitektur von Stanzwerkzeugen mit Gegenplatte erlauben jedoch sehr kurze Hübe und ermöglichen daher einen hohen Produktionsrhythmus.
Die Materialzufuhr ist bei Werkzeugen dieser Art nicht manuell, sondern nur über Bandmaterial möglich. Mechanische Vorrichtungen zur Schrittvorgabe werden vorgesehen.
Die produzierten Bauteile können je nach Bedarf parallel auf der Gegenseite oder im unteren Bereich evakuiert werden.
Das Restmaterial der Stanzoperation wird im unteren Bereich evakuiert. Dies muss beim Produktionsprozess und der Konstruktion berücksichtigt werden.